When it comes to extracting gold efficiently, activated carbon is one of the most powerful tools available to processing plants. Used in popular recovery systems like CIP, CIL, and CIC, activated carbon enables gold producers to maximize yield, reduce operating costs, and streamline metallurgical flowsheets.
If you’re exploring ways to improve gold recovery performance, here’s are the Advantages of Activated Carbon in Gold Recovery.
Advantages of Activated Carbon in Gold Recovery
1. Exceptional Gold Adsorption Capacity
The core strength of activated carbon lies in its ultra high surface area and microporous structure, which makes it an ideal medium for capturing gold cyanide complexes in solution. A single gram of activated carbon can provide up to 1,000 m² of surface area, enabling:
Rapid and efficient gold capture
High recovery from low grade or complex ores
Reduced gold loss in tailings
2. Targeted Selectivity for Gold Over Other Metals
Gold isn’t the only metal in leach solutions but with activated carbon, it’s the one that matters most. Unlike other sorbents, activated carbon selectively binds gold cyanide complexes while rejecting many impurities like:
Copper
Zinc
Iron
This results in:
Cleaner gold eluates
Lower refining costs
Improved recovery accuracy
3. Cost Efficiency Through Regeneration
One of the most valuable traits of activated carbon is its reusability. Through acid washing and thermal regeneration, carbon can be cycled through dozens of adsorption runs without significant degradation.
Benefits:
Reduced raw material costs
Less frequent carbon replacement
Lower waste disposal volumes
4. Seamless Integration with Modern Gold Recovery Systems
Activated carbon is engineered to perform flawlessly in leading gold recovery technologies:
CIP (Carbon in Pulp): Carbon is added after leaching
CIL (Carbon in Leach): Adsorption happens during leaching
CIC (Carbon in Column): Used for treating clear cyanide solutions
Because of its robust physical structure and chemical stability, activated carbon handles:
High throughput
Aggressive chemical environments
Long operating cycles
These characteristics make it ideal for use in both batch and continuous recovery systems.
5. Reliable Performance Across Diverse Ore Types
Gold ores vary dramatically between sites, but activated carbon remains consistent. It effectively adsorbs gold from:
Oxide ores
Sulfide rich or refractory ores
Heap leach operations
Tailings retreatment
Even when ores contain interfering metals or organic contaminants, high quality activated carbon maintains adsorption performance.
Works with CIP, CIL, CIC, and heap leach recovery flows
Ore Versatility
Handles a wide range of ore types and impurity levels
Why It Matters: Real Impact on Plant Efficiency
Mining operations that rely on high quality activated carbon often experience:
Improved plant recovery rates
Higher profitability per ton of ore
Reduced environmental compliance issues
By incorporating activated carbon into your gold recovery system, you’re not just improving efficiency you’re investing in long term operational success.
Get in touch with Ozechemtoday to request a technical datasheet, sample, or expert consultation and discover how our solutions can improve your plant’s gold recovery rates and bottom line.
Caustic soda flakes represent one of the most versatile and essential chemicals in modern industrial operations, serving as a cornerstone for numerous manufacturing processes across diverse sectors. OozeChem, a trusted supplier of industrial chemicals in mesaieed Oman, understands the critical importance of high-quality caustic soda flakes in meeting the demanding requirements of Gulf region industries. Understanding uses of caustic soda flakes and their applications is vital for optimizing industrial processes, ensuring operational efficiency, and maintaining competitive advantage in today’s dynamic market landscape.
Chemical Properties and Characteristics of Caustic Soda Flakes:
Caustic soda flakes, chemically known as sodium hydroxide (NaOH), are white, solid crystalline substances that dissolve readily in water to form highly alkaline solutions. These flakes possess exceptional chemical reactivity, making them indispensable for neutralization reactions, saponification processes, and pH adjustment applications across multiple industries.
The hygroscopic nature of caustic soda flakes requires careful handling and storage to maintain their effectiveness and prevent unwanted reactions with atmospheric moisture. What is caustic soda flakes used for spans an impressive range of applications, from basic formulations to complex industrial manufacturing processes that form the backbone of modern industry.
Essential Industrial Uses of Caustic Soda Flakes
Alumina Refining: Meeting Growing Regional Demand
The Gulf region’s expanding aluminum industry has created increasing demand for caustic soda flakes in alumina refining processes. The Bayer process, which extracts alumina from bauxite ore, relies heavily on caustic soda flakes to dissolve aluminum oxide compounds and separate impurities.
Regional smelter expansions throughout the UAE and neighboring countries have driven significant growth in caustic soda consumption. OozeChem supplies high-purity caustic soda flakes specifically formulated for alumina refining applications, ensuring optimal extraction efficiency and product quality.
The process involves digestion of bauxite at elevated temperatures and pressures using concentrated caustic soda solutions. This application of caustic soda flakes enables the dissolution of aluminum hydroxides while leaving silica and iron compounds as residues, facilitating the production of pure alumina for aluminum smelting operations.
Water Treatment: Regulatory Compliance and Environmental Stewardship
Water treatment applications represent a critical use of caustic soda flakes, driven by increasingly stringent regulatory compliance requirements and eco-conscious policies throughout the Gulf region. How to use caustic soda flakes in water treatment involves pH adjustment, neutralization of acidic wastewater, and precipitation of heavy metals from industrial effluents.
Municipal water treatment facilities utilize caustic soda flakes for pH correction in drinking water systems, ensuring compliance with health standards while maintaining optimal disinfection effectiveness. Industrial wastewater treatment processes rely on caustic soda flakes to neutralize acidic discharge and precipitate harmful contaminants before environmental release.
OozeChem’s food-grade caustic soda flakes meet strict quality requirements for potable water treatment applications, providing reliable performance while ensuring public health safety and environmental protection.
Textile Processing: Quality Enhancement and Fabric Innovation
The textile industry’s demand for caustic soda flakes continues growing as quality improvement initiatives drive ongoing market expansion. Mercerization processes use concentrated caustic soda solutions to enhance cotton fiber properties, improving strength, luster, and dye absorption characteristics.
Pulp & Paper Industry: Sustainable Packaging Solutions
Growth in the pulp and paper sector, tied directly to sustainable packaging trends and explosive e-commerce expansion, has significantly increased demand for caustic soda flakes. The kraft pulping process, which produces the majority of the world’s paper products, depends on caustic soda flakes as an essential cooking chemical.
Caustic soda flakes uses in paper and pulp production involve lignin dissolution and cellulose fiber liberation from wood chips. The process begins with impregnating wood chips with white liquor containing caustic soda and sodium sulfide, followed by cooking at elevated temperatures to dissolve lignin binding agents while preserving cellulose fibers.
E-commerce growth has created unprecedented demand for corrugated packaging, paperboard containers, and protective packaging materials. This surge directly translates to increased caustic soda consumption in pulp mills throughout the region. Sustainable packaging initiatives favor paper-based alternatives over plastic materials, further driving caustic soda demand.
The paper recycling process also relies heavily on caustic soda flakes for deinking operations, flotation processes, and contaminant removal from recovered fiber. OozeChem supplies specialized grades of caustic soda flakes optimized for both virgin pulp production and recycled fiber processing, supporting the industry’s sustainability objectives while maintaining product quality standards.
Oil & Gas Processing: Refining and Neutralization Excellence
The oil and gas industry represents one of the most critical applications for caustic soda flakes, essential for refining operations and neutralizing acidic components throughout processing chains. Caustic soda flakes uses in petroleum refining encompass gas sweetening, neutralization of acidic crude oil components, and removal of sulfur compounds that would otherwise damage equipment and degrade product quality.
Gas sweetening processes utilize caustic soda solutions to remove hydrogen sulfide and carbon dioxide from natural gas streams, ensuring pipeline transport safety and meeting commercial gas specifications. The reaction between caustic soda and hydrogen sulfide produces sodium sulfide and water, effectively scrubbing acidic gases from hydrocarbon streams.
Refinery applications include neutralization of acidic catalyst residues, treatment of sour water stripper bottoms, and pH adjustment in various process streams. Alkylation units use caustic soda for acid neutralization and catalyst management, while fluid catalytic cracking units rely on caustic treatment for catalyst regeneration and acid gas neutralization.
Manufacturing and Chemical Processing Applications
Soap and Detergent Production
Cleaning chemicals manufacturing represents a traditional yet evolving application for caustic soda flakes. Saponification reactions between caustic soda and fatty acids produce soap products, while synthetic detergent manufacturing uses caustic soda for pH adjustment and processing aid functions.
Modern detergent formulations incorporate caustic soda flakes as builders, enhancing cleaning effectiveness while maintaining product stability. The pros and cons of caustic soda flakes in cleaning applications include excellent grease-cutting ability and pH buffering capacity, balanced against handling safety requirements and potential fabric damage from excessive alkalinity.
Food-grade caustic soda flakes serve essential functions in food processing operations, including equipment cleaning, food preparation, and product modification. How to use caustic soda flakes in food applications requires strict adherence to purity standards and FDA regulations governing food contact chemicals.
Food Application
Process Function
Quality Requirements
Safety Considerations
Equipment Cleaning
Protein and fat removal
Food-grade purity
Complete rinsing protocols
Chocolate Processing
Cocoa bean treatment
Low heavy metal content
Temperature control
Caramel Production
Sugar modification
Minimal chlorate levels
Precise concentration control
Vegetable Processing
Peeling and preparation
Microbiological quality
Waste neutralization
Pharmaceutical and Chemical Manufacturing
Pharmaceutical applications demand the highest purity grades of caustic soda flakes, with stringent specifications for heavy metals, chlorates, and organic impurities. OozeChem supplies USP-grade caustic soda flakes meeting pharmaceutical industry requirements for drug manufacturing and API production.
Safety Considerations and Best Practices
Handling and Storage Requirements
Pros and cons of caustic soda flakes include excellent chemical stability and long shelf life as advantages, while requiring careful handling due to corrosive properties and potential safety hazards. Proper storage in moisture-free environments prevents caking and maintains product quality.
Safety Aspect
Requirement
Best Practice
Personal Protection
Full PPE including face shields
Mandatory for all handling operations
Storage Conditions
Dry, well-ventilated areas
Climate-controlled warehouses preferred
Spill Response
Immediate containment and neutralization
Emergency response protocols essential
Transportation
DOT-compliant packaging and labeling
Professional logistics providers recommended
Market Trends and Future Outlook
Gulf Region Demand Drivers
Regional industrial development, infrastructure expansion, and economic diversification initiatives continue driving caustic soda demand across multiple sectors. OozeChem’s strategic positioning and supply chain capabilities ensure reliable product availability for growing industrial requirements.
Conclusion
The diverse applications of caustic soda flakes across industries demonstrate their fundamental importance in modern manufacturing and processing operations. From alumina refining and water treatment to oil and gas processing and sustainable packaging production, these applications continue expanding as industrial development accelerates throughout the Gulf region.By partnering with OozeChem, industrial facilities gain access to premium caustic soda flakes, technical expertise, and supply chain reliability.
Industrial cleaning chemicals play a vital role in maintaining equipment efficiency, workplace safety, and operational reliability across manufacturing, oil & gas, food processing, marine, and petrochemical industries. These specialized chemicals are designed to remove grease, scale, rust, sludge, and other contaminants that can affect equipment performance and productivity. Understanding the different types of industrial cleaning chemicals helps businesses choose the most effective solution for their cleaning requirements
OozeChem delivers high quality industrial chemicals, including cleaning solutions, activated carbon, and molecular sieves, to industries in the UAE, Saudi Arabia, Oman, Bahrain and Kuwait. This ensures businesses throughout the Gulf region have reliable access to the right products for purification, filtration and industrial applications.
Types of Industrial Cleaning Chemicals
Chemical Type
Primary Use
Degreasers
Oil and grease removal
Acid Cleaners
Scale and rust removal
Alkaline Cleaners
Organic soil removal
Solvent Cleaners
Industrial residue removal
Disinfectants
Surface sanitation
Descalers
Mineral deposit removal
Essential Categories of Industrial Cleaning Chemicals
Heavy-Duty Degreasers and Solvent Cleaners
Industrial operations in the region generate substantial grease and oil contamination from machinery, processing equipment, and transportation systems. Heavy duty alkaline degreasers containing potassium hydroxide or sodium hydroxide effectively break down hydrocarbon based soils while maintaining stability in high temperature environments.
Solvent based cleaners utilizing biodegradable solvents provide rapid penetration and dissolution of stubborn residues. These formulations are particularly effective for precision cleaning applications in electronics manufacturing and aerospace industries prevalent throughout Dubai and other Emirates.
Acid-Based Cleaning Solutions
Mineral deposits, rust, and scale formation accelerate in the Gulf’s harsh environment. Hydrochloric acid based cleaners effectively remove calcium carbonate deposits and iron oxide formations from heat exchangers, cooling systems, and process equipment. Phosphoric acid formulations provide gentler cleaning action suitable for sensitive metallurgy while offering excellent rust conversion properties.
Specialized acid cleaners incorporating corrosion inhibitors prevent metal substrate damage during cleaning operations, extending equipment life and reducing maintenance costs.
Alkaline and Caustic Cleaners
High pH cleaning solutions excel at removing organic soils, proteins, and carbonaceous deposits common in food processing, petrochemical, and manufacturing facilities. Sodium hydroxide based cleaners provide aggressive cleaning action for heavy duty applications, while potassium hydroxide formulations offer enhanced solubility and effectiveness in cold-water applications.
OozeChem Specialty Chemicals for Cleaning Applications
A comprehensive range of specialty chemicals that support and enhance industrial cleaning operations throughout the Gulf region. Their product portfolio includes advanced adsorbents and purification materials essential for maintaining cleaning chemical quality and effectiveness.
Specialized Applications for Gulf Region Industries
Petrochemical and Oil Refinery Cleaning
The region’s extensive petrochemical infrastructure requires specialized cleaning chemicalsdesigned for hydrocarbon processing environments. Tank cleaning chemicals incorporating surfactant systems effectively remove sludge, wax deposits, and product residues while maintaining compatibility with downstream processing requirements.
Marine and Port Facility Applications
Coastal industrial facilities face additional challenges from salt spray, marine growth, and corrosive environments. Specialized marine cleaning chemicals incorporate anti-corrosion additives and enhanced cleaning agents designed for salt contaminated surfaces.
Anti-fouling cleaning systems prevent marine organism attachment while maintaining environmental compliance with strict discharge regulations governing Gulf waters.
Food Processing and Manufacturing
Food grade cleaning chemicals meeting international safety standards are essential for the region’s growing food processing industry. Chlorinated alkaline cleaners provide sanitization while removing protein and fat deposits. Non-chlorinated alternatives using hydrogen peroxide or peracetic acid systems offer effective cleaning without chlorine residues.
These formulations maintain effectiveness despite high ambient temperatures that can degrade conventional cleaning agents. Oozechem the cleaning chemical suppliers in Dubai help maintain the purity and stability of these temperature sensitive cleaning formulations through advanced moisture control and purification technologies.
Ultrasonic and Enhanced Cleaning Methods
Ultrasonic cleaning chemicals designed for high frequency applications provide precision cleaning for electronic components, medical devices, and precision manufacturing equipment. These specialized formulations enhance cavitation effectiveness while protecting sensitive materials from chemical attack.
Enzymatic cleaning systems utilizing natural cleaning chemicals provide eco-friendly alternatives for protein and organic soil removal, maintaining effectiveness despite elevated temperatures common in the region.
Environmental Factors and Performance
Factor
Impact
Recommended Solutions
High Temperature
Chemical degradation, reduced effectiveness
Heat-stable formulations, concentrated products
High Humidity
Dilution effects, equipment corrosion
Hygroscopic additives, corrosion inhibitors
Sand and Dust
Abrasive contamination
Chelating agents, suspension aids
Salt Air Exposure
Accelerated corrosion
Enhanced protection packages
Water Quality
Interference with cleaning action
Water conditioning agents
UV Exposure
Chemical breakdown
UV-stable formulations
Sustainable Cleaning Solutions and Innovation
Environmental Responsibility
Natural cleaning chemicals and biodegradable formulations represent growing trends throughout the region as environmental consciousness increases. Plant-based surfactants, enzymatic systems, and recyclable packaging demonstrate commitment to sustainability while maintaining cleaning effectiveness.
Manufacturing and Processing
The UAE’s diverse manufacturing sector requires specialized cleaning chemicals for various applications. From automotive manufacturing in Dubai to aluminum processing facilities, each industry presents unique cleaning challenges that require customized solutions.
Conclusion
The demanding conditions of the Gulf region require specialized cleaning chemicals in UAE and supporting technologies that can withstand extreme temperatures, humidity, and environmental challenges. OozeChem’s comprehensive approach, combining high quality specialty chemicals with extensive technical expertise, provides the foundation for successful industrial cleaning operations throughout the UAE.
FAQS
What are industrial cleaning chemicals?
Industrial cleaning chemicals are specialized formulations used to remove grease, rust, scale, sludge, oils, and contaminants from industrial equipment and surfaces.
Which industrial cleaning chemical is best for grease removal?
Alkaline cleaners and industrial degreasers are commonly used for removing heavy grease and oil deposits from machinery and equipment.
What industries use industrial cleaning chemicals?
Manufacturing, oil and gas, marine, food processing, pharmaceutical, automotive, and power generation industries frequently use industrial cleaning chemicals.
Are industrial cleaning chemicals safe?
When used according to manufacturer guidelines and safety procedures, industrial cleaning chemicals can be used safely and effectively.
Caustic soda flakes, also known as sodium hydroxide (NaOH), are highly versatile alkaline compounds used across multiple industries. Their crystalline form makes them easy to handle, store, and dissolve, allowing precise dosing for various applications. In this guide, we cover the grades, applications, and benefits of caustic soda flakes, along with why OozeChem is a trusted Caustic soda flakes supplier in UAE and Gulf countries.
What is Caustic Soda Flakes used for?
Caustic soda flakes are solid sodium hydroxide compounds produced through the electrolysis of sodium chloride (salt). They appear as white, crystalline solids and are highly soluble in water.
Due to their strong alkaline properties, caustic soda flakes are used in:
Chemical manufacturing (solvents, plastics, synthetic fibers)
Water treatment (pH adjustment and acid neutralization)
Food processing (peeling fruits and vegetables, cleaning equipment)
Caustic soda flakes are available in multiple grades to meet industry specific requirements. The purity level determines the suitable application for each grade.
Why Choose OozeChem as Your Caustic Soda Flakes Supplier?
OozeChem is a leading chemical supplier in the Gulf region such as Bahrain, Oman, Kuwait and Saudi Arabia providing high quality caustic soda flakes Supplier in UAE in all major grades.
Key Reasons to Partner with OozeChem:
Premium Quality:
Products meet international standards for purity and performance.
Competitive Pricing:
Cost effective solutions without compromising quality.
Reliable Delivery:
Efficient logistics across the UAE and Gulf countries.
Q1: What is the difference between industrial and food grade caustic soda flakes? A1: Industrial grade (96% NaOH) is suitable for manufacturing and cleaning, while food grade (98.5% NaOH) meets FDA standards for safe food processing.
Q2: Can caustic soda flakes be used for water treatment? A2: Yes, they are commonly used to adjust pH and neutralize acidic water in municipal and industrial applications.
Q3: Where can I buy caustic soda flakes in the UAE? A3: OozeChem is a trusted supplier, offering bulk caustic soda flakes with timely delivery across the UAE and Gulf countries.
Q4: Are caustic soda flakes safe to handle? A4: When used with proper safety measures such as gloves and protective equipment, caustic soda flakes are safe for industrial and laboratory use.
Conclusion
Caustic soda flakes (NaOH) are essential for a wide range of industries, thanks to their strong alkaline properties and versatility. Understanding the different grades and applications ensures you select the right product for your needs.
With OozeChem as your trusted caustic soda flakes supplier in the UAE and Gulf, you can rely on high quality products, expert support, and prompt delivery to keep your operations running smoothly.
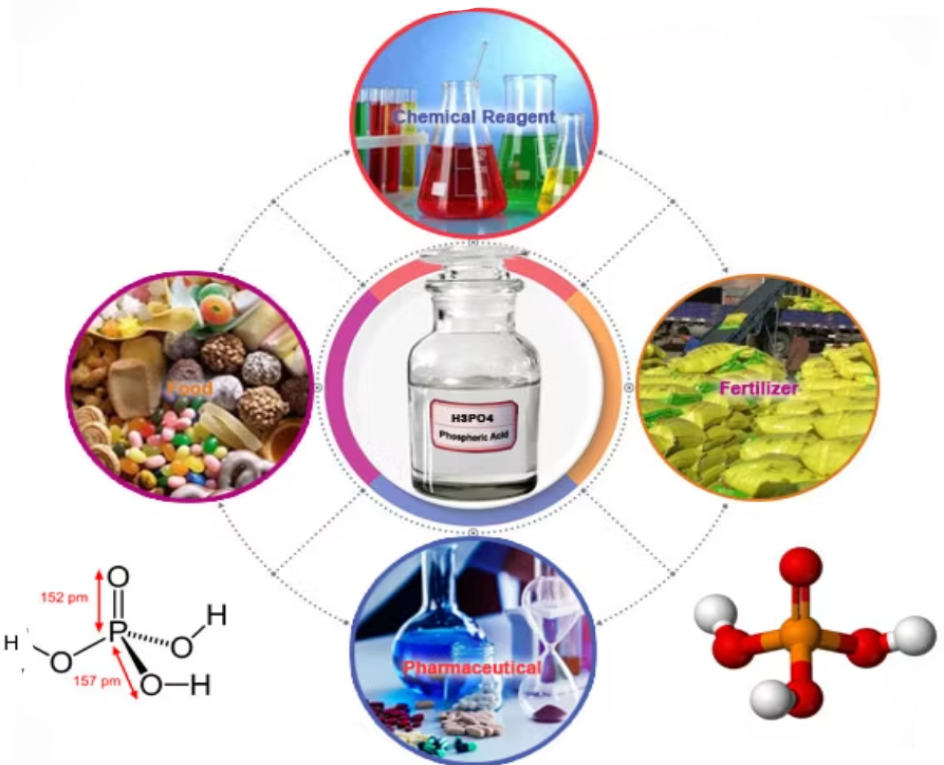
Phosphoric acid is one of the most widely used industrial chemicals, playing a critical role in agriculture, manufacturing, food production, water treatment and metal processing. Known for its versatility, efficiency and chemical stability, phosphoric acid is essential for producing numerous products that support modern industries.
From fertilizer manufacturing to rust removal and food grade applications, the demand for phosphoric acid applications continues to grow across global markets. This article explores the most important industrial uses of phosphoric acid, its benefits and the industries that rely on it every day.
What Is Phosphoric Acid?
Phosphoric acid (H₃PO₄) is a colorless, odorless mineral acid commonly used in industrial and commercial processes. It is typically produced from phosphate rock and is available in different grades, including technical grade and food grade. Due to its acidic properties and ability to react with metals and minerals, phosphoric acid in manufacturing serves a wide range of industrial purposes.
Why Is Phosphoric Acid Important in Industry?
Industries worldwide rely on phosphoric acid because of its versatility and effectiveness in a wide range of manufacturing processes. Its chemical stability, excellent pH control capabilities and compatibility with various industrial systems make it a preferred choice across multiple sectors. Whether used in fertilizer production, food processing, water treatment, or metal finishing, phosphoric acid applications help improve operational efficiency, product quality and process reliability. These advantages have made it one of the most important chemicals in modern industrial operations.
Fertilizer Manufacturing
The largest and most important industrial use of phosphoric acid is fertilizer production. Agriculture depends on phosphorus as one of the primary nutrients required for healthy plant growth, root development and crop productivity. Manufacturers use phosphoric acid to produce phosphate based fertilizers such as Monoammonium Phosphate (MAP), Diammonium Phosphate (DAP) and Triple Super Phosphate (TSP). These fertilizers help crops absorb nutrients more efficiently while improving soil fertility and agricultural output.
As global food demand continues to rise, the importance of phosphoric acid in fertilizer manufacturing continues to grow. Agricultural sectors throughout the UAE, Saudi Arabia and other GCC countries rely heavily on phosphate fertilizers to improve crop production and maximize agricultural efficiency under challenging climatic conditions.
Metal Treatment and Rust Removal
Another significant phosphoric acid industry application is metal treatment and surface preparation. Industrial manufacturers use phosphoric acid to remove rust from steel and iron surfaces by converting iron oxide into a stable phosphate compound. This process not only eliminates corrosion but also prepares metal surfaces for painting, coating, welding, or further processing.
Industries such as automotive manufacturing, steel fabrication, construction, marine engineering and machinery production frequently utilize phosphoric acid for metal treatment because it improves paint adhesion, enhances corrosion resistance and extends the service life of valuable equipment and structures. Its effectiveness makes it a preferred solution in maintenance and manufacturing environments where long term durability is essential.
Food and Beverage Processing
Food grade phosphoric acid plays an important role in the food and beverage industry. It is commonly used as an acidity regulator that helps maintain consistent flavor profiles, improve product stability and enhance quality standards. In carbonated beverages, phosphoric acid provides the characteristic tangy taste while balancing sweetness and improving overall flavor consistency.
Beyond beverages, phosphoric acid in food processing is used in a variety of processed foods where acidity control is necessary to maintain texture, freshness and shelf life. Manufacturers value its reliability because it helps ensure product consistency while meeting food safety and quality requirements.
Water Treatment Industry
The use of phosphoric acid for water treatment is essential in both municipal and industrial water systems. Water treatment operators use phosphoric acid to regulate pH levels, control corrosion and improve treatment efficiency. Proper pH management helps protect infrastructure while maintaining consistent water quality for industrial and commercial applications.
In cooling towers, boiler systems and wastewater treatment facilities, phosphoric acid contributes to equipment protection and operational reliability. As industries increasingly focus on sustainable water management practices, phosphoric acid continues to play a valuable role in maintaining efficient water treatment operations.
Chemical Manufacturing
The chemical industry depends on phosphoric acid in chemical manufacturing as a key raw material for producing a wide range of industrial products. Its reactive properties make it suitable for manufacturing phosphate salts, specialty chemicals, detergents, industrial cleaners and various chemical intermediates used across multiple industries.
Because many downstream products require phosphate compounds during production, phosphoric acid serves as an essential building block within the global chemical supply chain. Its versatility allows manufacturers to create products that support agriculture, construction, water treatment, food processing and industrial maintenance sectors.
Pharmaceutical Industry
The pharmaceutical sector uses phosphoric acid in controlled manufacturing environments where purity and consistency are critical. It is commonly applied in pharmaceutical formulations, pH adjustment, active ingredient processing and laboratory operations.
High purity grades are essential to ensure product safety and regulatory compliance, making phosphoric acid an important component in modern pharmaceutical manufacturing.
Electronics Manufacturing
The electronics industry requires high purity chemicals capable of supporting precision manufacturing processes and phosphoric acid is one of the preferred solutions. It is commonly used in semiconductor production, circuit board manufacturing and surface cleaning applications where contamination control is critical.
The ability of phosphoric acid to remove impurities and prepare surfaces with exceptional precision makes it particularly valuable in advanced electronics manufacturing environments. As electronic devices become increasingly sophisticated, the demand for reliable chemicals such as phosphoric acid continues to grow.
Industrial Cleaning Applications
Industrial facilities frequently use phosphoric acid based cleaning solutions to remove mineral deposits, scale buildup, oxidation and rust from equipment surfaces. These cleaning applications help maintain operational efficiency while reducing the risk of equipment failure and production downtime.
Many industries rely on phosphoric acid cleaning solutions because they provide effective cleaning performance without causing excessive damage to treated surfaces. Regular maintenance using phosphoric acid can improve equipment longevity and support more efficient industrial operations.
Advantages of Using Phosphoric Acid in Industry
The widespread use of phosphoric acid applications across industries is driven by several important benefits:
High chemical stability in industrial environments
Effective pH control and adjustment
Excellent rust removal and corrosion control properties
Supports large scale fertilizer production
Suitable for food grade and industrial applications
Enhances metal surface preparation and coating adhesion
Improves water treatment efficiency
Cost effective for industrial processing operations
Compatible with a wide range of manufacturing systems
Helps improve equipment performance and longevity
These advantages make phosphoric acid one of the most valuable and versatile chemicals used in modern industrial operations.
Frequently Asked Questions
What is phosphoric acid mainly used for in industry?
The largest industrial use of phosphoric acid is fertilizer production, followed by metal treatment, food processing, water treatment and chemical manufacturing.
Why is phosphoric acid used in fertilizers?
Phosphoric acid provides phosphorus, a critical nutrient required for healthy plant growth and crop development.
Is phosphoric acid used in food manufacturing?
Yes. Food grade phosphoric acid is commonly used in beverages and processed foods for acidity control and flavor enhancement.
How does phosphoric acid remove rust?
It reacts with rust and converts iron oxide into a stable phosphate layer that can be removed or coated for protection.
Which industries consume the most phosphoric acid?
Major consumers include agriculture, food processing, water treatment, metal fabrication, pharmaceuticals and chemical manufacturing.
Conclusion
The wide range of industrial uses of phosphoric acid demonstrates its importance in modern manufacturing and production systems. From fertilizer production and metal treatment to food processing, water treatment and chemical manufacturing, phosphoric acid continues to support essential industrial operations worldwide. As industries focus on efficiency, product quality and operational reliability, the demand for phosphoric acid applications is expected to remain strong across global markets.
Potassium permanganate (KMnO₄) is a powerful oxidizing agent widely used across water treatment, industrial manufacturing, agriculture, healthcare and environmental remediation. Its ability to oxidize contaminants, eliminate odors, remove metals and control microorganisms makes it one of the most versatile chemicals used in modern industries.
From municipal water treatment plants to pharmaceutical manufacturing facilities, potassium permanganate applications continue to support efficient operations, environmental protection and product quality. This article explores the most important potassium permanganate uses, their benefits and the industries that rely on this highly effective chemical compound.
What Is Potassium Permanganate?
Potassium permanganate is an inorganic compound with the chemical formula KMnO₄. It appears as dark purple crystals that dissolve in water to produce a distinctive purple solution. Due to its strong oxidizing properties, it is widely used to break down contaminants, disinfect surfaces and improve water quality. Its effectiveness as an oxidizing agent has led to extensive use in water treatment, environmental remediation, chemical manufacturing, agriculture and healthcare applications.
Potassium Permanganate in Water Treatment
One of the most important industrial uses of potassium permanganate is water treatment. Municipal and industrial water facilities use potassium permanganate to oxidize dissolved iron, manganes and hydrogen sulfide before filtration. This process improves water clarity, removes unpleasant tastes and odors and enhances overall water quality. Potassium permanganate also helps reduce organic contaminants that can affect treatment efficiency.
Common Water Treatment Applications
Iron removal from groundwater
Manganese removal from drinking water
Hydrogen sulfide oxidation
Taste and odor control
Pre-oxidation before filtration
Reservoir algae control
Many municipal water treatment facilities throughout the GCC region utilize potassium permanganate water treatment systems to maintain drinking water quality and protect treatment infrastructure.
Wastewater Treatment Applications
Industrial wastewater often contains organic contaminants, odors and pollutants that require advanced treatment methods. Potassium permanganate serves as an effective oxidizing agent that helps break down these contaminants and improve treatment performance. Industries including petrochemicals, manufacturing, food processing and wastewater treatment facilities use potassium permanganate wastewater treatment processes to improve environmental compliance and operational efficiency. By reducing organic load and controlling odor causing compounds, potassium permanganate supports cleaner discharge and more sustainable wastewater management practices.
Agricultural Applications
Agriculture is another sector that benefits significantly from potassium permanganate applications. Farmers and horticultural professionals use dilute potassium permanganate solutions for seed treatment, soil sanitation and disease prevention.
Seed treatment helps reduce fungal contamination while improving germination rates. In greenhouse and nursery operations, potassium permanganate may also be used to sanitize equipment and growing environments, supporting healthier crop production. These applications are particularly valuable for high value crops where disease prevention and productivity are essential.
Medical and Healthcare Uses
Among the most recognized potassium permanganate medical uses is its role as an antiseptic and disinfectant. Properly diluted solutions have been used in healthcare settings for wound care, skin conditions and fungal infections. Healthcare professionals may use potassium permanganate solutions to help manage certain dermatological conditions due to their antimicrobial and drying properties. Because concentration control is critical, medical applications should always follow professional guidelines and approved treatment protocols.
Environmental Remediation
Environmental engineers use potassium permanganate to treat contaminated soil and groundwater. The chemical oxidizes pollutants such as petroleum hydrocarbons, chlorinated solvents and other organic contaminants that may threaten environmental quality.
This process, often referred to as in-situ chemical oxidation, enables contaminated sites to be treated without extensive excavation. As a result, potassium permanganate applications in environmental remediation have become increasingly important for restoring polluted industrial and commercial sites.
Industrial Manufacturing Applications
The manufacturing sector relies on potassium permanganate for a variety of chemical and production processes. As a strong oxidizing agent, it plays a role in chemical synthesis, pharmaceutical production, specialty chemical manufacturing and quality control operations.
Common Industrial Uses
Chemical synthesis
Pharmaceutical manufacturing
Dye production
Specialty chemical production
Surface treatment processes
Laboratory analysis
Its reliability and effectiveness make it an essential chemical in many industrial production environments.
Laboratory and Analytical Applications
Potassium permanganate is widely used in laboratories for analytical testing and research applications. Scientists utilize it in oxidation reduction reactions, chemical oxygen demand (COD) testing and various analytical procedures. Its predictable chemical behavior makes it a valuable reagent for research institutions, industrial laboratories and quality control facilities.
Advantages of Potassium Permanganate
Potassium permanganate remains a preferred chemical across multiple industries because it offers several important benefits:
Powerful oxidizing properties
Effective iron and manganese removal
Supports water purification processes
Controls odors and organic contaminants
Broad industrial applicability
Useful in environmental remediation projects
Reliable disinfecting capabilities
Cost effective treatment solution
Easy storage and transportation
Proven performance in industrial operations
Safety Considerations
Although potassium permanganate is highly effective, proper handling and storage procedures are essential. As a strong oxidizing agent, it should be stored away from combustible materials and handled using appropriate personal protective equipment.
Frequently Asked Questions
What is potassium permanganate used for?
Potassium permanganate is used in water treatment, wastewater management, agriculture, healthcare, environmental remediation and industrial manufacturing.
Can potassium permanganate remove iron and manganese?
Yes. Potassium permanganate oxidizes dissolved iron and manganese, allowing them to be removed through filtration systems.
Is potassium permanganate used in wastewater treatment?
Yes. It helps reduce odors, oxidize contaminants and improve treatment efficiency in industrial and municipal wastewater facilities.
What industries use potassium permanganate?
Industries including water treatment, agriculture, pharmaceuticals, chemical manufacturing, environmental remediation and healthcare use potassium permanganate.
Why is potassium permanganate considered an effective oxidizing agent?
Its strong oxidation potential allows it to break down contaminants, eliminate odors, disinfect surfaces and improve water quality efficiently.
Conclusion
The wide range of potassium permanganate uses demonstrates the importance of this versatile oxidizing agent across modern industries. From water treatment and wastewater management to agriculture, healthcare, environmental remediation and industrial manufacturing, potassium permanganate continues to provide reliable and cost effective solutions for complex operational challenges.
As industries focus on efficiency, sustainability and environmental compliance, the demand for potassium permanganate applications is expected to remain strong. Organizations that use high quality potassium permanganate products and follow proper application practices can achieve improved performance, enhanced safety and long term operational benefits.
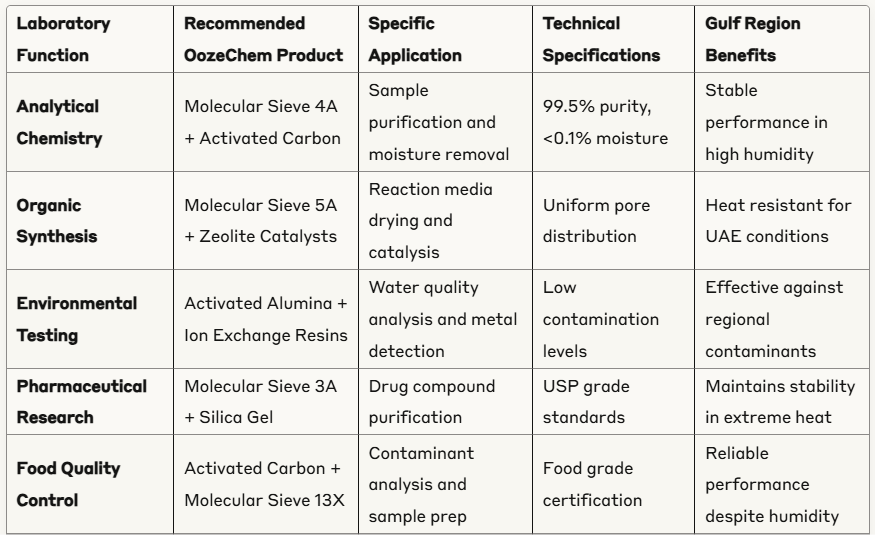
When you explore the best laboratory chemicals available today, you’ll discover that these essential compounds form the backbone of scientific research, quality control, and industrial applications across countless industries. Laboratory chemicals with superior properties and proven uses across industries enable researchers and professionals to achieve breakthrough results in pharmaceuticals, biotechnology, environmental testing, and manufacturing sectors.
Whether you’re conducting analytical testing, developing new products, or performing routine laboratory procedures, selecting quality lab-grade chemicals is crucial for achieving accurate and reliable results. At Oozechem.com, we understand that the properties and uses of laboratory chemicals directly impact the success of your research and industrial applications.
Laboratory chemicals can be broadly categorized based on their intended use and purity levels. Analytical grade chemicals represent the highest purity standard, typically containing 99.5% or higher active ingredient concentration. These chemicals undergo rigorous testing and certification processes to ensure minimal impurities that could interfere with sensitive analytical procedures.
Technical grade chemicals offer a cost-effective solution for general laboratory work where ultra-high purity isn’t critical. These chemicals maintain good quality standards while being more economical for routine applications such as cleaning, preparation work, and non-critical synthetic procedures.
Reagent grade chemicals strike a balance between purity and practicality, making them ideal for most synthetic chemistry applications, educational laboratories, and quality control testing where consistent results are essential but maximum purity isn’t required. When you explore the best laboratory chemicals in this category, you’ll find they offer reliable performance for diverse uses across industries while maintaining cost-effectiveness.
Essential Properties to Consider
When selecting laboratory chemicals, several key properties determine their suitability for specific applications and uses across industries. Understanding these properties helps you discover quality lab-grade chemicals that will deliver optimal performance in your specific applications. Chemical purity remains the most critical factor, as even trace impurities can significantly impact experimental results, particularly in analytical chemistry and pharmaceutical research.
Stability and shelf life directly affect the long-term reliability of your chemical inventory. Some chemicals degrade rapidly when exposed to light, moisture, or air, requiring special storage conditions and frequent replacement. Understanding these stability characteristics helps laboratories maintain chemical integrity and avoid experimental failures.
Solubility characteristics play a vital role in determining how chemicals can be used in different solvents and reaction conditions. Water-soluble chemicals offer versatility for aqueous systems, while organic-soluble compounds are essential for non-polar reaction environments.
Physical properties such as melting point, boiling point, and density provide crucial information for handling, storage, and application procedures. These properties also serve as quality indicators, helping verify chemical identity and purity upon receipt.
Advanced Laboratory Applications Table
Common Laboratory Chemical Categories and Their Uses
Acids and Bases
Acids and bases form fundamental chemical groups used across virtually all laboratory applications. These essential reagents serve multiple purposes including digestion procedures, pH adjustment, and synthetic chemistry applications.
Common Acids:
Hydrochloric acid – Used for pH adjustment, metal digestion, and analytical procedures
Sulfuric acid – Essential for organic synthesis, dehydration reactions, and battery acid applications
Nitric acid – Utilized in metal etching, oxidation reactions, and explosive manufacturing
Acetic acid – Applied in buffer preparations, organic synthesis, and preservation
Common Bases:
Sodium hydroxide – Used for neutralization reactions, soap manufacturing, and pH adjustment
Potassium hydroxide – Essential for biodiesel production, battery electrolytes, and chemical synthesis
Ammonia solutions – Applied in cleaning products, fertilizer production, and refrigeration systems
Calcium hydroxide – Utilized in water treatment, construction materials, and food processing
Organic Solvents
Organic solvents enable dissolution, extraction, and purification of countless compounds. Each solvent offers unique solubility properties and compatibility with different chemical systems.
Polar Solvents:
Methanol – Excellent for polar compound extraction and HPLC mobile phases
Ethanol – Used in pharmaceutical formulations, extractions, and as a green solvent alternative
Acetone – Applied in paint thinning, degreasing, and polymer dissolution
Isopropanol – Essential for cleaning electronics, disinfection, and cosmetic formulations
Non-Polar Solvents:
Dichloromethane – Used for organic extractions, paint stripping, and pharmaceutical synthesis
Hexane – Applied in oil extraction, chromatography, and polymer processing
Toluene – Utilized in paint production, adhesives, and chemical synthesis
Chloroform – Used in pharmaceutical extraction and as an industrial solvent
Buffer Systems
Buffer systems maintain stable pH conditions essential for biological assays, enzyme reactions, and analytical procedures. These systems provide reliable pH control across different ranges.
Phosphate Buffers:
Monosodium phosphate – Used for pH range 1.1-3.1 in biological applications
Disodium phosphate – Applied for pH range 6.1-8.1 in cell culture media
Trisodium phosphate – Utilized for pH range 11.1-12.1 in alkaline conditions
Biological Buffers:
Tris buffer – Essential for pH range 7.0-9.0 in biochemical research
HEPES buffer – Used for pH range 6.8-8.2 in cell culture applications
MES buffer – Applied for pH range 5.5-6.7 in protein studies
Indicators and Dyes
Indicators and dyes enable visual detection of chemical changes, endpoint determination in titrations, and qualitative analysis procedures.
pH Indicators:
Phenolphthalein – Changes from colorless to pink at pH 8.2-10.0
Methyl orange – Transitions from red to yellow at pH 3.1-4.4
Bromothymol blue – Shifts from yellow to blue at pH 6.0-7.6
Universal indicator – Provides color changes across the entire pH range
Redox Indicators:
Methylene blue – Used in redox titrations and biological staining
Potassium permanganate – Applied as both oxidizing agent and indicator
Iodine solution – Essential for starch detection and redox reactions
Quality Standards and Certification
Reputable chemical suppliers maintain strict quality control standards backed by comprehensive testing protocols. Certificate of Analysis (COA) documentation accompanies each chemical batch, providing detailed information about purity levels, impurity profiles, and physical property verification.
ISO certification indicates that suppliers follow internationally recognized quality management systems, ensuring consistent product quality and reliable supply chains. This certification becomes particularly important for laboratories requiring traceability and documentation for regulatory compliance.
GMP compliance (Good Manufacturing Practices) ensures that chemicals intended for pharmaceutical or food-related applications meet stringent production standards. These chemicals undergo additional testing and documentation requirements to support their use in regulated industries.
Safety Considerations and Handling
Laboratory chemical safety extends beyond basic protective equipment to encompass proper storage, handling procedures, and emergency response protocols. Safety Data Sheets (SDS) provide comprehensive information about chemical hazards, first aid procedures, and disposal requirements.
Storage compatibility requires careful consideration of chemical interactions that could lead to dangerous reactions. Acids should be stored separately from bases, oxidizers must be isolated from organic materials, and water-reactive chemicals require moisture-free environments.
Personal protective equipment selection depends on specific chemical properties and exposure risks. While basic lab coats, safety glasses, and gloves provide general protection, some chemicals require specialized equipment such as fume hoods, respirators, or chemical-resistant clothing.
Choosing the Right Chemical Supplier
Selecting a reliable chemical supplier significantly impacts laboratory efficiency, safety, and results quality. Technical support capabilities help laboratories troubleshoot applications, optimize procedures, and select appropriate chemical grades for specific requirements.
Supply chain reliability ensures consistent chemical availability, preventing research delays and maintaining laboratory productivity. Established suppliers with robust inventory management and logistics capabilities provide greater confidence in meeting ongoing chemical needs.
Regulatory compliance support becomes increasingly important as laboratories face evolving safety and environmental regulations. Suppliers who understand regulatory requirements can provide guidance on proper documentation, handling procedures, and disposal methods.
Conclusion
Successful laboratory operations depend on selecting high-quality chemicals that match specific application requirements while maintaining safety and cost-effectiveness. By understanding chemical properties, quality standards, and supplier capabilities, laboratories can build reliable chemical inventories that support accurate, reproducible results.
At Oozechem.com, we understand that every laboratory has unique requirements, whether you’re conducting cutting-edge research, performing routine quality control, or supporting educational programs. When you explore the best laboratory chemicals in our comprehensive catalog, you’ll discover quality lab-grade chemicals that meet rigorous standards for properties and uses across industries. Our commitment to providing superior laboratory chemicals, combined with expert technical support, ensures that you receive the right chemicals for your applications, backed by the reliability and service excellence your laboratory deserves.
Polyaluminium chloride, commonly known as PAC, represents one of the most effective and versatile coagulants used in modern water treatment applications. This advanced inorganic polymer has revolutionized the way industries approach water purification, wastewater treatment, and drinking water preparation. Understanding the comprehensive properties, applications, and safety considerations of polyaluminium chloride PAC is essential for professionals working in water treatment, environmental engineering, and industrial processing.
As a highly efficient coagulating agent, polyaluminium chloride has gained widespread acceptance due to its superior performance compared to traditional aluminum sulfate and ferric chloride. The unique molecular structure of PAC enables rapid flocculation, broader pH range effectiveness, and reduced sludge production, making it an ideal choice for diverse water treatment scenarios.
Understanding Polyaluminium Chloride Chemistry
Polyaluminium chloride is a partially hydrolyzed aluminum salt with the general formula [Al₂(OH)ₙCl₆₋ₙ]ₘ, where the degree of hydrolysis typically ranges from 40% to 85%. This complex chemical structure gives PAC its distinctive properties and superior coagulation performance compared to conventional aluminum-based coagulants.
The manufacturing process involves controlled hydrolysis of aluminum chloride or aluminum hydroxide under specific temperature and pH conditions. This process creates pre-polymerized aluminum species that remain stable in solution until they interact with contaminants in water. These pre-formed polymeric structures explain why polyaluminium chloride PAC demonstrates faster coagulation kinetics and more effective particle removal than traditional coagulants.
The basicity of PAC, expressed as the molar ratio of hydroxide to aluminum, significantly influences its coagulation performance. Higher basicity levels generally provide better coagulation efficiency but may reduce storage stability. Manufacturers carefully balance these factors to optimize product performance for specific applications.
Physical Properties and Specifications
Polyaluminium chloride powder appears as a white to light yellow crystalline substance, while liquid formulations range from colorless to light amber. The powder form offers advantages in storage, transportation, and dosing flexibility, making it particularly suitable for facilities with varying treatment demands.
Property
Powder Form
Liquid Form
Appearance
White to light yellow crystals
Colorless to light amber liquid
Al₂O₃ Content
28-30%
10-12%
Basicity
40-85%
40-85%
pH (1% solution)
3.5-5.0
3.5-5.0
Solubility in Water
Highly soluble
Ready to use
Storage Temperature
Room temperature
5-35°C
Shelf Life
2 years
1 year
The aluminum oxide content serves as a key quality indicator, with higher concentrations providing greater coagulation capacity per unit weight. This factor directly impacts polyaluminium chloride price considerations, as products with higher Al₂O₃ content typically command premium pricing due to their enhanced effectiveness and reduced transportation costs.
Water Treatment Applications
Polyaluminium chloride water treatment applications span numerous industries and scenarios, from municipal drinking water facilities to industrial wastewater treatment plants. The versatility of PAC makes it suitable for treating various water sources, including surface water, groundwater, and industrial effluents.
Municipal Water Treatment
In municipal water treatment facilities, PAC serves as the primary coagulant for removing suspended solids, organic matter, and microorganisms. The rapid flocculation characteristics of polyaluminium chloride enable shorter settling times and improved clarifier performance. Municipal plants particularly value PAC’s ability to maintain effectiveness across seasonal water quality variations without requiring frequent dosage adjustments.
Industrial Wastewater Treatment
Industrial applications of polyaluminium chloride water treatment include textile dyeing effluent, paper mill wastewater, food processing discharge, and chemical manufacturing waste streams. PAC’s effectiveness in removing color, turbidity, and organic pollutants makes it indispensable for industries requiring consistent effluent quality to meet discharge regulations.
Swimming Pool and Recreational Water Treatment
Swimming pool maintenance professionals increasingly rely on PAC for clarifying pool water and removing fine particulates that traditional filtration cannot capture. The neutral pH impact of polyaluminium chloride eliminates the need for extensive pH adjustments, simplifying pool chemical management.
Safety Considerations and MSDS Information
Understanding polyaluminium chloride MSDS information is crucial for safe handling, storage, and application of this chemical. While PAC is generally considered safer than many traditional coagulants, proper safety protocols must be followed to prevent exposure risks and ensure worker safety.
Health and Safety Precautions
Polyaluminium chloride MSDS documents typically classify PAC as causing mild skin and eye irritation upon direct contact. Inhalation of powder particles may cause respiratory irritation, particularly in sensitive individuals. Personal protective equipment including safety glasses, chemical-resistant gloves, and dust masks should be worn when handling polyaluminium chloride powder.
Storage and Handling Requirements
Proper storage of PAC requires dry, well-ventilated areas away from incompatible materials such as strong bases and reactive metals. Polyaluminium chloride powder should be stored in sealed containers to prevent moisture adsorption, which can lead to caking and reduced product effectiveness. Liquid PAC formulations require protection from freezing temperatures that could damage storage containers and alter product properties.
Emergency Response Procedures
Emergency response procedures outlined in polyaluminium chloride MSDS documentation emphasize immediate water flushing for skin or eye contact, fresh air for inhalation exposure, and appropriate spill containment measures. Facilities using PAC should maintain emergency eyewash stations and safety showers in handling areas.
Economic Factors and Pricing Considerations
Polyaluminium chloride price structures reflect various factors including raw material costs, manufacturing complexity, transportation expenses, and market demand. Understanding these pricing dynamics helps facilities optimize their chemical procurement strategies while maintaining treatment effectiveness.
Cost-Benefit Analysis
While polyaluminium chloride price per unit may exceed traditional aluminum sulfate costs, the superior performance characteristics often result in lower overall treatment expenses. Reduced chemical consumption, decreased sludge production, and improved process efficiency contribute to favorable total cost of ownership calculations.
Market Pricing Trends
Global polyaluminium chloride price trends reflect aluminum raw material costs, energy prices, and regional supply-demand dynamics. Markets with strong environmental regulations typically support premium pricing for high-quality PAC products that enable facilities to meet stringent discharge standards.
Quality Standards and Specifications
Quality assurance for polyaluminium chloride involves comprehensive testing of key parameters including aluminum oxide content, basicity levels, heavy metal concentrations, and insoluble matter content. International standards such as AWWA B408 and EN 881 provide frameworks for evaluating PAC quality and performance.
Manufacturing facilities producing polyaluminium chloride powder must implement rigorous quality control procedures to ensure consistent product specifications. Batch testing, statistical process control, and customer feedback integration help maintain product reliability and performance predictability.
Application Guidelines and Best Practices
Successful implementation of polyaluminium chloride water treatment requires careful consideration of water chemistry, dosage optimization, and mixing conditions. Jar testing remains the gold standard for determining optimal PAC dosages and evaluating treatment effectiveness under specific water quality conditions.
Dosage rates typically range from 10-100 mg/L depending on raw water quality, treatment objectives, and system design. The broad effective pH range of PAC (5.0-9.0) provides operational flexibility compared to conventional coagulants that require narrower pH windows for optimal performance.
Future Developments and Innovations
Ongoing research in polyaluminium chloride technology focuses on developing enhanced formulations with improved stability, broader application ranges, and reduced environmental impact. Advanced manufacturing techniques are producing PAC variants with tailored properties for specific treatment challenges.
Environmental sustainability considerations are driving development of polyaluminium chloride products with reduced carbon footprints and improved biodegradability characteristics. These innovations align with growing industry emphasis on sustainable water treatment solutions.
Conclusion
Polyaluminium chloride represents a cornerstone technology in modern water treatment applications, offering superior performance, operational flexibility, and economic advantages over traditional coagulants. Understanding the comprehensive properties, safety requirements, and application guidelines enables facilities to maximize the benefits of this versatile treatment chemical.
Whether selecting polyaluminium chloride powder for flexible dosing applications or evaluating polyaluminium chloride price considerations for budget planning, informed decision-making requires thorough understanding of PAC’s unique characteristics and capabilities. As water treatment challenges continue evolving, polyaluminium chloride will undoubtedly remain a critical tool for achieving water quality objectives across diverse applications and industries.
Biocides chemicals are essential antimicrobial agents used to control, destroy, or inhibit the growth of harmful microorganisms across a wide range of industrial applications. From water treatment and oil and gas operations to paints, coatings, and food processing, biocides play a critical role in maintaining operational efficiency, protecting equipment, and ensuring product quality. Understanding the various biocides chemical uses, classifications, and application methods helps industries implement effective microbial control strategies while meeting safety and regulatory requirements.
As industrial systems become more complex, the demand for high-performance biocides continues to grow. Whether preventing microbiologically influenced corrosion (MIC), maintaining water quality, or protecting industrial assets from contamination, biocides remain a vital component of modern industrial operations.
Understanding Biocides Chemical Classifications
Biocides chemicals are categorized based on their chemical structure, mechanism of action, and intended applications. This classification system helps professionals select the most appropriate biocide for specific microbial challenges while considering factors such as efficacy, environmental impact, and cost-effectiveness.
Benefits of Using Biocides Chemicals
Biocides offer several advantages across industrial and commercial applications:
Prevent microbial growth and contamination
Reduce equipment damage caused by biofilms and corrosion
Improve product quality and shelf life
Support regulatory compliance and hygiene standards
Enhance operational efficiency in water treatment and industrial systems
Minimize maintenance costs associated with microbial fouling
These benefits make biocides an essential part of effective industrial microbial management programs.
Oxidizing Biocides
Oxidizing biocides function by disrupting cellular processes through oxidation reactions that damage microbial cell walls and internal structures. These biocides offer broad-spectrum antimicrobial activity and rapid kill rates, making them suitable for applications requiring immediate microbial control.
Biocide Type
Active Ingredient
Primary Applications
Contact Time
Chlorine Dioxide
ClO₂
Water treatment, oil field
5-30 minutes
Sodium Hypochlorite
NaClO
Water disinfection, surface cleaning
1-10 minutes
Hydrogen Peroxide
H₂O₂
Food processing, pharmaceutical
10-60 minutes
Peracetic Acid
CH₃COOOH
Wastewater treatment, medical
2-15 minutes
Non-Oxidizing Biocides
Non-oxidizing biocides work through various mechanisms including enzyme inhibition, protein denaturation, and membrane disruption. These biocides typically demonstrate longer-lasting activity and greater selectivity compared to oxidizing alternatives, making them ideal for continuous treatment applications.
Biocide Type
Chemical Family
Mechanism of Action
Typical Concentration
Quaternary Ammonium
QUAT
Membrane disruption
50-200 ppm
Isothiazolinones
MIT/CMIT
Enzyme inhibition
10-100 ppm
Bronopol
Organic bromide
Protein denaturation
25-150 ppm
Glutaraldehyde
Dialdehyde
Cross-linking proteins
50-500 ppm
Biocide Use in Oil and Gas Industry
The oil and gas industry presents unique challenges for microbial control due to extreme operating conditions, diverse microbial populations, and complex chemical environments. Biocide use in oil and gas applications requires specialized formulations capable of maintaining effectiveness under high temperatures, varying pH conditions, and the presence of hydrocarbons.
Microbial Challenges in Oil and Gas Operations
Biocides used in oil and gas industry applications target specific microorganisms that cause operational problems including microbiologically influenced corrosion (MIC), souring, plugging, and product degradation. Sulfate-reducing bacteria (SRB), acid-producing bacteria (APB), and general aerobic bacteria represent the primary microbial targets in petroleum operations.
Water treatment facilities rely extensively on biocides to maintain water quality, protect distribution systems, and ensure public health safety. The selection of biocide used in water treatment depends on water chemistry, treatment objectives, regulatory requirements, and downstream compatibility considerations.
Municipal Water Treatment
Municipal water treatment systems employ various biocides to eliminate pathogenic microorganisms and maintain residual disinfection throughout distribution networks. Primary disinfection typically utilizes strong oxidizing biocides, while secondary disinfection focuses on maintaining protective residuals.
Primary Disinfection Applications:
Pathogen Inactivation – Eliminating bacteria, viruses, and protozoa
Taste and Odor Control – Reducing algae and organic compounds
Biofilm Prevention – Controlling microbial growth on treatment surfaces
Emergency Disinfection – Rapid response to contamination events
Industrial Water Treatment
Industrial water systems face unique microbial challenges requiring specialized biocide programs tailored to specific process requirements. Cooling towers, boiler systems, and process water circuits each require customized biocide approaches to maintain operational efficiency.
Water System Type
Primary Biocide
Dosage Range
Treatment Frequency
Cooling Tower
Chlorine Dioxide
0.1-0.5 ppm
Continuous
Boiler Feedwater
Hydrazine
0.05-0.2 ppm
Continuous
Process Water
Quaternary Ammonium
10-50 ppm
Batch/Continuous
Membrane Systems
Hydrogen Peroxide
5-25 ppm
Intermittent
Wastewater Treatment
Wastewater treatment facilities utilize biocides for disinfection, odor control, and biological process optimization. The complex organic environment in wastewater systems requires biocides with high organic load tolerance and broad-spectrum activity.
Biocides Used in Paints and Coatings
The paint and coatings industry incorporates biocides used in paints to prevent microbial degradation during storage, application, and service life. These specialized biocides must maintain effectiveness while preserving paint properties and color stability.
In-Can Preservation
In-can preservatives protect paint formulations from microbial contamination during storage and transportation. These biocides must demonstrate compatibility with paint components while providing long-term antimicrobial protection under varying storage conditions.
Application Area
Biocide Type
Protection Duration
Primary Targets
Exterior Paints
Organic Fungicides
3-5 years
Mold, Mildew
Interior Paints
Quaternary Compounds
1-3 years
Bacteria, Fungi
Marine Coatings
Copper-based
2-4 years
Algae, Barnacles
Industrial Coatings
Isothiazolinones
2-6 years
General Microbes
Specialized Biocide Applications
Beyond primary industrial applications, biocides serve critical roles in specialized sectors including healthcare, food processing, agriculture, and personal care products. Each application requires specific biocide characteristics tailored to unique performance requirements and regulatory standards.
Healthcare and Medical Devices
Healthcare applications demand biocides with proven efficacy against resistant pathogens while maintaining compatibility with medical materials and patient safety requirements. These applications often require EPA registration and FDA approval for specific uses.
Food and Beverage Industry
Food processing facilities utilize biocides for equipment sanitization, surface disinfection, and water treatment while ensuring compliance with food safety regulations. These biocides must demonstrate no-rinse efficacy and food contact surface approval.
Agricultural Applications
Agricultural biocides protect crops, soil, and irrigation systems from harmful microorganisms while supporting sustainable farming practices. These applications require careful consideration of environmental impact and residue management.
Regulatory Considerations and Compliance
Biocide registration and approval processes vary by application, geographic region, and target organisms. Understanding regulatory requirements is essential for legal compliance and successful biocide implementation across different industries.
Key Regulatory Bodies:
EPA (Environmental Protection Agency) – United States biocide registration
BPR (Biocidal Products Regulation) – European Union biocide approval
Health Canada – Canadian biocide registration requirements
REACH – Chemical safety assessment for European markets
Future Trends and Innovations
Biocide technology continues evolving with advances in controlled-release formulations, environmentally sustainable chemistry, and enhanced selectivity. Green chemistry initiatives are driving development of biodegradable biocides with reduced environmental persistence.
Emerging Technologies:
Nano-encapsulated Biocides – Controlled release and targeted delivery
Photocatalytic Biocides – Light-activated antimicrobial systems
Smart Biocide Systems – Responsive treatment based on microbial activity
Frequently Asked Questions About Biocides
What are biocides chemicals used for?
Biocides chemicals are used to control bacteria, fungi, algae, and other microorganisms in water treatment systems, oil and gas operations, paints, coatings, and industrial processes.
What is the difference between oxidizing and non-oxidizing biocides?
Oxidizing biocides destroy microorganisms through oxidation reactions, while non-oxidizing biocides work by disrupting cellular functions such as enzyme activity and membrane integrity.
Which industries commonly use biocides?
Industries including oil and gas, water treatment, food processing, pharmaceuticals, paints and coatings, agriculture, and manufacturing rely on biocides for microbial control.
Are biocides used in water treatment?
Yes, biocides are widely used in municipal and industrial water treatment systems to control microbial growth and maintain water quality.
Why are biocides important in oil and gas operations?
Biocides help prevent microbiologically influenced corrosion (MIC), reservoir souring, biofilm formation, and pipeline plugging, improving system reliability and efficiency.
Conclusion
Understanding the comprehensive applications and properties of biocides chemical enables industries to implement effective microbial control strategies that protect equipment, ensure product quality, and maintain operational efficiency. From biocide use in oil and gas operations to specialized applications in water treatment and paint preservation, these versatile antimicrobial agents serve as essential components of modern industrial processes.
The strategic selection and application of biocides require professional expertise, regulatory knowledge, and ongoing monitoring to achieve optimal results. At OozeChem.com, our comprehensive portfolio of biocides chemicals and technical support services helps industries navigate the complex landscape of microbial control while ensuring compliance with safety and environmental regulations.
Hydrogen peroxide, commonly known as H2O2, is far more versatile than most people realize. While many associate this powerful oxidizing agent primarily with wound care and hair bleaching, the extensive hydrogen peroxide uses span across healthcare, industrial applications, environmental solutions, and everyday household needs. Understanding what is hydrogen peroxide used for opens up a world of practical applications that can simplify your life while providing effective, eco-friendly solutions.
The comprehensive hydrogen peroxide uses continue to expand as researchers and professionals discover new applications for this remarkable compound. From advanced medical treatments to innovative agricultural solutions, these diverse hydrogen peroxide uses demonstrate remarkable versatility that makes it an essential chemical in numerous industries and applications. The growing recognition of hydrogen peroxide uses across multiple sectors highlights its importance as a sustainable chemical solution.
At OozeChem.com, we provide high-quality hydrogen peroxide solutions for various concentrations and applications, ensuring you have access to the right grade for your specific needs.
Understanding Hydrogen Peroxide Properties
Before exploring the 12 hydrogen peroxide uses, it’s essential to understand the fundamental properties that make H2O2 so versatile. Hydrogen peroxide is a chemical compound consisting of two hydrogen atoms and two oxygen atoms, creating a powerful oxidizing agent that breaks down into water and oxygen upon decomposition.
Property
3% Solution
35% Solution
90% Solution
Appearance
Clear, colorless liquid
Clear, colorless liquid
Clear, colorless liquid
pH
4.5-5.5
1.5-3.0
1.0-2.0
Stability
Moderate
Lower
Requires stabilizers
Primary Uses
Household, medical
Food grade, industrial
Rocket fuel, specialized
Storage Requirements
Cool, dark place
Refrigeration recommended
Special handling required
Decomposition Rate
Slow
Moderate
Rapid without stabilizers
This unique chemical structure enables hydrogen peroxide to serve multiple functions including disinfection, bleaching, oxidation, and environmental remediation, making it one of the most useful chemicals available today.
1. Advanced Wound Care and Medical Applications
Beyond basic first aid, hydrogen peroxide health uses extend to sophisticated medical applications. Medical professionals utilize various concentrations of H2O2 for wound irrigation, surgical site preparation, and specialized treatments for chronic wounds and infections.
In healthcare settings, hydrogen peroxide serves as an effective antimicrobial agent that eliminates bacteria, viruses, and fungi without leaving harmful residues. The oxygen-rich environment created by H2O2 decomposition promotes healing while preventing anaerobic bacterial growth that can complicate wound recovery.
Medical Applications Include:
Chronic wound debridement and cleaning
Surgical instrument sterilization
Root canal disinfection in dentistry
Treatment of certain skin conditions
Emergency wound irrigation in trauma care
2. Industrial Water Treatment and Purification
One of the most significant uses of H2O2 hydrogen peroxide lies in water treatment applications. Industrial facilities, municipal water systems, and specialized treatment plants rely on hydrogen peroxide for removing organic contaminants, controlling microbial growth, and oxidizing harmful substances in water supplies.
The environmental friendliness of hydrogen peroxide makes it particularly attractive for water treatment applications, as it decomposes into harmless water and oxygen without creating toxic byproducts or persistent residues that could harm aquatic ecosystems.
3. Food Processing and Safety Applications
Food industry professionals utilize food-grade hydrogen peroxide for sanitizing equipment, extending shelf life, and ensuring product safety. The uses of H2O2 hydrogen peroxide in food processing include surface disinfection, packaging sterilization, and direct food treatment under controlled conditions.
Food Application
Concentration
Purpose
Contact Time
Equipment Sanitization
0.5-3%
Surface disinfection
1-5 minutes
Packaging Sterilization
15-35%
Aseptic packaging
30 seconds
Produce Washing
0.1-0.5%
Pathogen reduction
1-2 minutes
Dairy Equipment
1-3%
Pipeline cleaning
10-30 minutes
Beverage Processing
0.05-0.5%
Tank sanitization
5-15 minutes
4. Textile and Fabric Bleaching
The textile industry extensively employs hydrogen peroxide for bleaching natural and synthetic fibers. Unlike chlorine-based bleaches, H2O2 provides effective whitening without weakening fabric fibers or creating harmful chlorinated compounds.
This application represents one of the most established hydrogen peroxide uses in manufacturing, where controlled bleaching processes achieve consistent color removal while maintaining fabric integrity and strength.
5. Environmental Remediation and Pollution Control
Environmental engineers increasingly utilize hydrogen peroxide for soil and groundwater remediation projects. The powerful oxidizing properties of H2O2 break down organic pollutants, petroleum hydrocarbons, and other contaminants into harmless byproducts.
Environmental Applications:
Soil Remediation – Breaking down petroleum hydrocarbons and organic pollutants
Groundwater Treatment – Oxidizing dissolved contaminants in aquifer systems
Air Pollution Control – Removing organic compounds from industrial emissions
Wastewater Treatment – Advanced oxidation processes for complex pollutants
6. Agricultural and Horticultural Enhancement
Modern agriculture benefits from numerous hydrogen peroxide health uses for plants and soil systems. Farmers and gardeners use diluted H2O2 solutions to improve root oxygenation, control plant diseases, and enhance seed germination rates.
The oxygen release from hydrogen peroxide decomposition creates beneficial growing conditions while eliminating harmful pathogens that can damage crops or ornamental plants.
7. Swimming Pool and Spa Maintenance
Pool maintenance professionals recognize hydrogen peroxide as an effective alternative to traditional chlorine-based sanitizers. What is hydrogen peroxide used for in aquatic applications includes water clarification, algae control, and maintaining safe swimming conditions without harsh chemical residues.
The non-irritating nature of properly diluted hydrogen peroxide makes it particularly suitable for individuals with chlorine sensitivities or those seeking more natural pool treatment options.
8. Laboratory and Research Applications
Scientific laboratories utilize various grades of hydrogen peroxide for analytical procedures, sample preparation, and equipment cleaning. Research applications require high-purity H2O2 that meets strict specifications for trace metal content and organic impurities.
Laboratory Use
Concentration
Application
Special Requirements
Sample Digestion
30-50%
Trace metal analysis
Ultra-pure grade
Equipment Cleaning
3-10%
Glassware sterilization
Low metal content
Cell Culture
0.1-1%
Oxidative stress studies
Tissue culture grade
Analytical Standards
Various
Calibration solutions
Certified reference
Safety Testing
0.5-5%
Antimicrobial efficacy
Pharmaceutical grade
9. Rocket Fuel and Aerospace Applications
High-concentration hydrogen peroxide serves as a monopropellant and oxidizer in rocket propulsion systems. This specialized application requires extremely pure H2O2 (90%+ concentration) with specific additives to maintain stability and performance under extreme conditions.
Space agencies and aerospace manufacturers rely on hydrogen peroxide for attitude control thrusters, emergency power systems, and auxiliary propulsion units where reliability and performance are critical.
10. Paper and Pulp Manufacturing
The paper industry utilizes hydrogen peroxide for bleaching wood pulp and recycled paper products. This application represents one of the largest industrial uses of H2O2 hydrogen peroxide, where it provides effective whitening while maintaining fiber strength and quality.
Modern paper mills favor hydrogen peroxide over chlorine-based bleaching agents due to environmental benefits and improved product characteristics.
11. Personal Care and Cosmetic Applications
Cosmetic manufacturers incorporate hydrogen peroxide into various personal care products including teeth whitening systems, hair lightening products, and acne treatments. These applications require careful formulation to balance effectiveness with safety considerations.
Personal Care Uses:
Teeth Whitening – Professional and at-home whitening systems
Hair Bleaching – Color removal and lightening treatments
Acne Treatment – Antimicrobial therapy for problem skin
Nail Care – Cuticle treatment and nail whitening
Foot Care – Antifungal treatments and callus softening
12. Electronics and Semiconductor Manufacturing
The electronics industry uses ultra-pure hydrogen peroxide for cleaning semiconductor wafers, removing organic residues, and preparing surfaces for precision manufacturing processes. This application demands the highest purity grades with minimal ionic contamination.
Semiconductor fabrication facilities rely on hydrogen peroxide for critical cleaning steps that ensure optimal device performance and manufacturing yields.
Safety Considerations and Handling Guidelines
Understanding what is hydrogen peroxide used for safely requires knowledge of proper handling, storage, and dilution procedures. Different concentrations require specific safety protocols to prevent accidents and ensure effective application.
Safety Guidelines by Concentration:
3% Solutions – Generally safe for household use with basic precautions
10-35% Solutions – Require protective equipment and proper ventilation
50%+ Solutions – Demand specialized handling and emergency procedures
Concentration Guide for Different Applications
Application Category
Typical Concentration
Safety Level
Special Precautions
Household Cleaning
3-6%
Low risk
Basic PPE recommended
Medical/Healthcare
3-35%
Moderate risk
Professional training required
Industrial Process
35-70%
High risk
Specialized equipment needed
Aerospace/Military
90%+
Extreme risk
Expert handling only
Storage and Stability Considerations
Proper storage ensures hydrogen peroxide maintains its effectiveness while preventing dangerous decomposition reactions. Storage requirements vary significantly based on concentration, with higher strengths requiring specialized containers and environmental controls.
Temperature control, container materials, and contamination prevention represent critical factors in maintaining hydrogen peroxide stability and safety throughout its storage life.
Quality Standards and Specifications
Different applications require specific grades of hydrogen peroxide with varying purity levels and additive packages. Understanding these specifications helps ensure optimal performance and regulatory compliance for intended uses.
Common Grades Available:
Technical Grade – General industrial applications
Food Grade – FDA-approved for food contact applications
Pharmaceutical Grade – USP standards for medical use
Electronic Grade – Ultra-pure for semiconductor applications
Propulsion Grade – Military and aerospace specifications
Environmental Benefits and Sustainability
The environmental advantages of hydrogen peroxide make it increasingly popular as industries seek sustainable alternatives to traditional chemicals. The decomposition of H2O2 into water and oxygen creates no persistent environmental residues or toxic byproducts.
This eco-friendly characteristic positions hydrogen peroxide as a preferred choice for applications where environmental impact is a significant consideration.
Economic Considerations and Cost Analysis
While hydrogen peroxide may have higher upfront costs compared to some traditional chemicals, the total cost of ownership often favors H2O2 due to reduced disposal costs, environmental compliance savings, and improved process efficiency.
Economic analysis should consider factors including chemical costs, safety equipment requirements, waste disposal expenses, and regulatory compliance costs when evaluating hydrogen peroxide applications.
Future Applications and Emerging Uses
Research continues to identify new applications for hydrogen peroxide across various industries. Emerging uses include advanced oxidation processes, novel medical treatments, sustainable manufacturing processes, and innovative agricultural applications.
The versatility and environmental compatibility of hydrogen peroxide position it as a key chemical for future sustainable technologies and applications.
Conclusion
The 12 hydrogen peroxide uses outlined in this comprehensive guide demonstrate the remarkable versatility of this powerful oxidizing agent. From essential hydrogen peroxide health uses in medical applications to sophisticated industrial processes, H2O2 continues to prove its value across diverse applications and industries.
Understanding what is hydrogen peroxide used for enables professionals and consumers to harness the full potential of this remarkable chemical while maintaining safety and effectiveness. Whether you’re exploring household applications or industrial processes, the extensive uses of H2O2 hydrogen peroxide offer solutions that are both effective and environmentally responsible.
At OozeChem.com, we provide high-quality hydrogen peroxide solutions across all concentrations and grades, supported by technical expertise and comprehensive safety guidance. Our commitment to quality ensures that you receive the right hydrogen peroxide product for your specific application needs, backed by reliable supply and professional support services.